




La technologie de soudage laser joue un rôle crucial dans la fabrication moderne. Sa haute précision, son efficacité et ses applications étendues en font la méthode de soudage préférée dans de multiples industries. Dans cet article, nous examinerons les principes fondamentaux du soudage laser, ses avantages, ses applications, ses paramètres de processus et ses tendances futures pour mieux comprendre ce processus de fabrication clé.
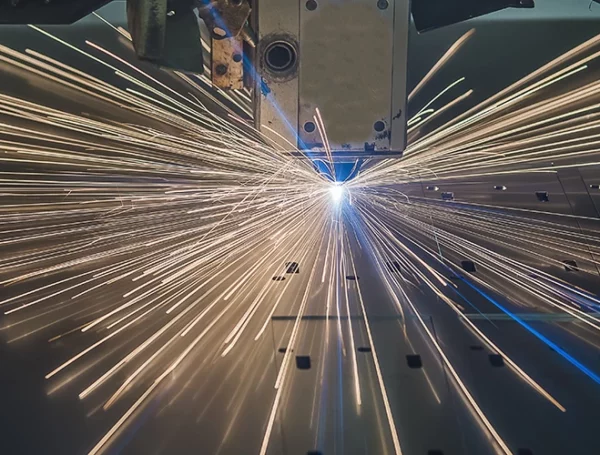
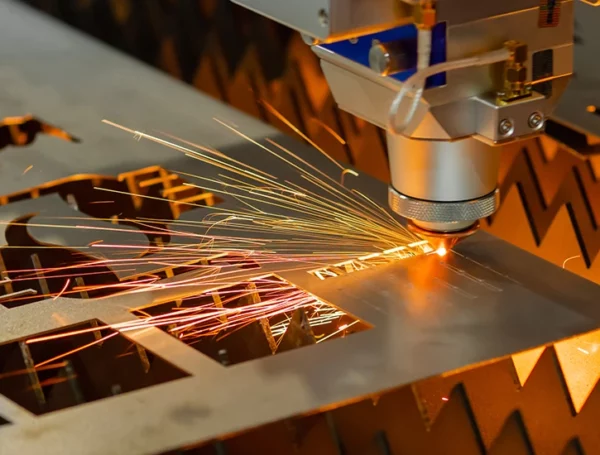
Le principe fondamental du soudage laser consiste à utiliser la densité d'énergie élevée d'un faisceau laser pour chauffer le matériau de soudage à son point de fusion. Le faisceau laser est focalisé sur le point de soudage, créant une petite zone affectée par la chaleur, ce qui fait fondre le matériau instantanément. Lorsque le faisceau laser cesse, la zone fondue refroidit rapidement et se solidifie, formant le joint de soudure. L'avantage de cette méthode réside dans sa capacité à réaliser un soudage extrêmement fin avec des zones affectées par la chaleur minimales, réduisant ainsi le risque de déformation et de dommages matériels.
Comparé aux méthodes de soudage traditionnelles, le soudage laser offre plusieurs avantages clés, notamment :
Le soudage laser peut réaliser un soudage extrêmement fin avec des zones affectées par la chaleur minimales, réduisant le risque de déformation et de dommages matériels. Cela le rend particulièrement adapté aux applications nécessitant une grande précision de soudage, telles que l'industrie électronique et la fabrication d'équipements médicaux.
Le soudage laser est rapide, permettant d'achever rapidement les tâches de soudage. Cela améliore l'efficacité de production, notamment dans la fabrication à grande échelle, comme dans les industries automobile et aérospatiale.
Le soudage laser est une méthode de soudage sans contact, et le matériau de soudage n'a pas besoin de toucher directement l'équipement de soudage, réduisant ainsi le risque d'usure et de contamination. Cela est particulièrement avantageux lorsqu'il s'agit de matériaux cassants ou sensibles à la contamination.
Le soudage laser peut être utilisé avec différents types de matériaux, y compris les métaux, les plastiques et les matériaux composites. Cela élargit son applicabilité, en faisant la méthode de soudage préférée pour de multiples industries.
Dans le soudage autogène au laser, il n'est pas nécessaire d'utiliser du fil de soudage ou du flux supplémentaire ; le processus de soudage repose sur les propriétés physiques de la pièce elle-même. Cela réduit les coûts de matériau et la complexité du traitement.
Le soudage laser ne produit pas d'émissions ni de déchets, contribuant ainsi à réduire la pollution environnementale. Cela le rend plus respectueux de l'environnement et adapté à la fabrication dans un environnement de plus en plus écologique.
En résumé, la haute précision, l'efficacité et la polyvalence du soudage laser en font une technologie de soudage indispensable dans la fabrication moderne, jouant un rôle crucial dans l'amélioration de la qualité des produits et la réduction des coûts de production.
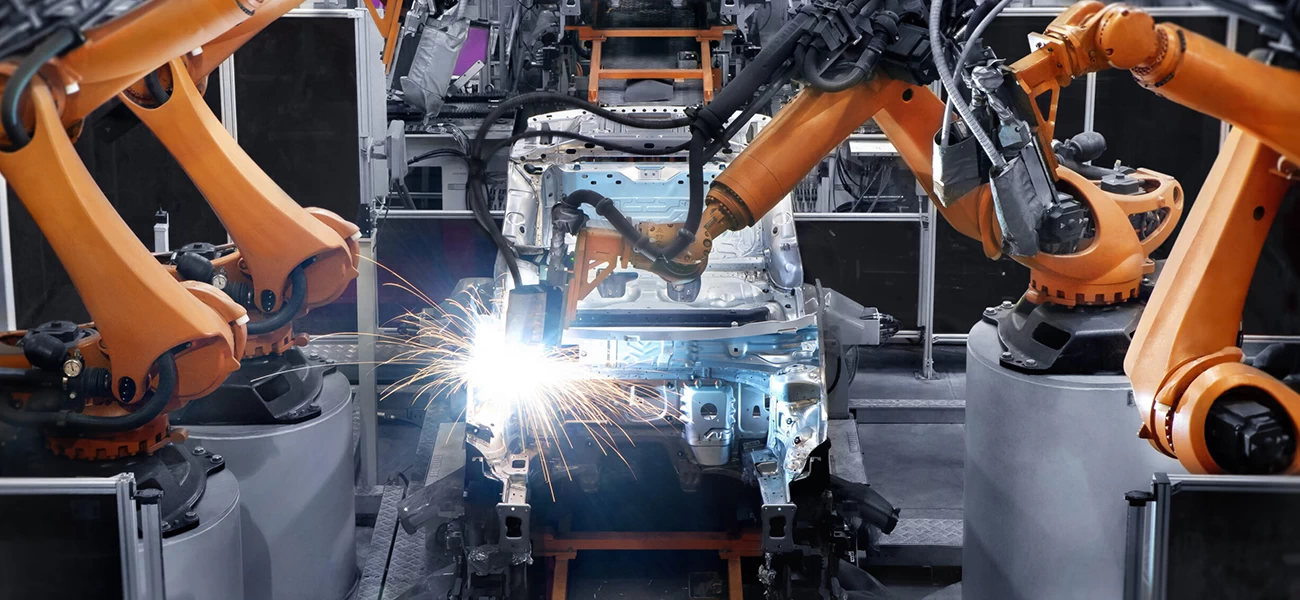
Le soudage laser trouve une application étendue dans diverses industries. Notamment, dans le secteur de la fabrication automobile, il est utilisé pour souder des carrosseries de voitures, des composants moteur, des châssis et d'autres pièces critiques. Sa haute précision et sa vitesse de soudage rapide en font un processus indispensable sur les lignes de production automobile modernes. La précision du soudage laser assure la qualité des joints de soudure et réduit le gaspillage de matériau. De plus, les carrosseries de voitures post-soudées sont plus légères, ce qui améliore l'efficacité énergétique.
L'industrie aérospatiale utilise également largement le soudage laser pour la fabrication de structures d'aéronefs et de composants moteur, tels que les pales de turbine des moteurs d'avion. Sa précision et sa contrôlabilité sont cruciales pour produire ces composants critiques, garantissant la sécurité et les performances des aéronefs.
Dans l'industrie de la fabrication d'équipements médicaux, le soudage laser est utilisé pour créer des instruments médicaux et des dispositifs de haute précision, tels que des instruments chirurgicaux et des équipements de thérapie au laser. Dans le secteur de l'électronique, le soudage laser est employé pour souder de petits composants électroniques, assurant la fiabilité et les performances des cartes de circuits imprimés. Ces applications mettent en évidence le rôle crucial du soudage laser dans la fabrication moderne.
Le soudage laser auto-fusion désigne le processus de fusion de deux ou plusieurs pièces à souder, leur permettant de refroidir et de se solidifier en une seule unité pour atteindre le but du soudage. Cette méthode de soudage ne nécessite pas l'ajout de fil de soudage ou de flux ; l'ensemble du processus repose sur les propriétés physiques de la pièce pour les lier ensemble. Lorsque la densité de puissance du laser atteint un certain niveau, la température de surface de la pièce augmente rapidement, atteignant le point d'ébullition en peu de temps, ce qui fait vaporiser le métal et former des cavités allongées. Lorsque la force de recul de la vapeur métallique atteint un point d'équilibre avec la tension superficielle et la gravité du métal liquide, la cavité allongée ne continuera pas à s'approfondir, formant finalement une cavité stable avec des propriétés, une température et une profondeur spécifiques. Lorsque la cavité se referme, le cordon de soudure est formé, complétant le soudage laser profond.
Le soudage laser avec fil d'apport implique le pré-remplissage du cordon de soudure avec des matériaux de soudage spécifiques. Le faisceau laser est ensuite utilisé pour faire fondre ces matériaux afin de former le joint de soudure. Le soudage par apport de fil laser, par rapport au soudage sans apport de fil, répond au besoin de strictes exigences de traitement et d'assemblage de la pièce. Il permet de réaliser le soudage de pièces plus épaisses et plus grandes avec une puissance laser moindre. En ajustant la composition du fil d'apport, la structure et les propriétés de la zone du cordon de soudure peuvent être contrôlées.
Le brasage laser utilise un faisceau laser comme source de chaleur. Le faisceau focalisé est dirigé sur la surface du fil d'apport. Le fil d'apport fond et forme un métal liquide à haute température, qui mouille et se lie avec la pièce à l'articulation. Il crée une forte connexion métallurgique entre les pièces. Il est essentiel de noter que la connexion entre les pièces est réalisée à travers le métal liquide du matériau de brasage, car le matériau de base lui-même ne doit pas être significativement fondu par le laser.
Le soudage laser-arc hybride, en tant que nouvelle technologie de soudage, utilise à la fois le laser et l'arc électrique comme sources de chaleur doubles, agissant simultanément sur le même bain fondu. Ce processus forme une méthode de soudage à arc électrique guidée par laser stable, augmentant l'absorption de l'énergie laser par le métal et améliorant la capacité de pontage des gouttelettes fondues. Il exploite pleinement les avantages du soudage laser et du soudage à l'arc électrique, compensant leurs limitations respectives. En particulier dans le soudage de matériaux moyens et épais, la technologie de soudage hybride présente des avantages significatifs. Cela est dû au fait que les méthodes de soudage traditionnelles présentent des inconvénients tels qu'une faible résistance des joints, une faible efficacité, une déformation sévère et une forte consommation de matériaux de soudage. De plus, les méthodes de soudage laser simples présentent également certains inconvénients, tels que des exigences élevées en matière d'assemblage des joints, des restrictions de puissance laser sur les capacités de soudage, de faibles capacités de pontage et une rétraction sévère des cordons de soudure.
Le soudage laser fonctionne dans une plage spécifique de puissance laser. En dessous de ce seuil, la profondeur de pénétration est faible. Une fois ce seuil atteint ou dépassé, la profondeur de pénétration augmente significativement. Le plasma n'est généré que lorsque la densité de puissance laser sur la pièce dépasse un certain seuil, qui dépend du matériau. Ce seuil est nécessaire pour un soudage de pénétration profonde stable. Si la puissance laser est inférieure à ce seuil, seule la surface de la pièce fondra, entraînant un soudage dans des conditions de conduction thermique stable. Cependant, lorsque la densité de puissance laser approche de la condition critique pour la formation de pores, le processus alterne entre le soudage de pénétration profonde et le soudage par conduction, ce qui entraîne un processus de soudage instable avec des variations significatives de la profondeur de pénétration. Dans le soudage laser de pénétration profonde, la puissance laser contrôle à la fois la profondeur de pénétration et la vitesse de soudage. La profondeur de pénétration du soudage est directement liée à la densité de puissance du faisceau laser et est une fonction de la puissance du faisceau incident et de la mise au point du faisceau. En général, pour un faisceau laser de diamètre donné, la profondeur de pénétration augmente avec l'augmentation de la puissance du faisceau.
La forme d'onde des impulsions laser est un facteur critique dans le soudage laser, notamment pour le soudage de tôles fines. Lorsqu'un faisceau laser de haute intensité est incident sur la surface du matériau, environ 60 % à 98 % de l'énergie laser est réfléchie et perdue, et cette réflectivité change avec la température de surface. La réflectivité de la surface métallique varie considérablement pendant une seule impulsion laser.
La taille du point du faisceau est l'une des variables les plus critiques dans le soudage laser car elle détermine la densité de puissance. Cependant, pour les lasers de haute puissance, mesurer la taille du point est difficile, bien que plusieurs techniques de mesure indirecte aient été développées. La taille de point réelle est souvent plus grande que la valeur calculée en raison de la présence d'aberrations des lentilles de mise au point. La méthode de mesure pratique la plus simple est la méthode du contour isotherme, qui consiste à mesurer la taille du point et le diamètre de perforation en brûlant à travers du papier épais et des plaques de polypropylène après être passé à travers la lentille. Cette méthode nécessite des mesures pratiques pour déterminer la puissance laser et la durée de l'action du faisceau.
La vitesse de soudage affecte significativement la profondeur de pénétration. Augmenter la vitesse réduit la profondeur de pénétration, mais si la vitesse est trop faible, elle peut entraîner une fusion excessive du matériau et une perforation. Par conséquent, pour une puissance laser spécifique et une épaisseur de matériau donnée, il existe une plage appropriée de vitesses de soudage où la profondeur de pénétration maximale peut être atteinte.
Dans le processus de soudage laser, des gaz inertes sont souvent utilisés pour protéger le bain fondu. Bien que pour certains matériaux, où l'oxydation de surface n'est pas un problème, la protection peut être omise. Cependant, dans la plupart des applications, des gaz comme l'argon, l'hélium et l'azote sont utilisés pour protéger la pièce pendant le soudage, empêchant l'oxydation.
Ces paramètres de processus sont cruciaux pour obtenir les résultats de soudage souhaités et doivent être soigneusement contrôlés et ajustés en fonction du matériau spécifique et de la configuration de l'articulation.
Le processus de soudage laser continue d'évoluer, avec des tendances futures comprenant :
La technologie de soudage laser est un composant essentiel de la fabrication moderne. Sa haute précision, son efficacité et ses applications étendues en font une technologie centrale dans l'industrie manufacturière. L'innovation continue dans le soudage laser propulsera l'industrie manufacturière vers un avenir plus efficace et précis.
Yupec Laser Germany GmbH
Itterpark 2, 40724 Hilden
Allemagne
Abonnez-vous à notre newsletter
© Copyright 2026 by YUPEC
Laissez vos coordonnées pour être contacté par l'un de nos spécialistes
Des questions?
Nos experts vous aideront rapidement.