




Laser welding technology plays a crucial role in modern manufacturing. Its high precision, efficiency, and wide-ranging applications make it the preferred welding method in multiple industries. In this article, we will delve into the fundamental principles of laser welding, its advantages, applications, process parameters, and future trends to better understand this key manufacturing process.
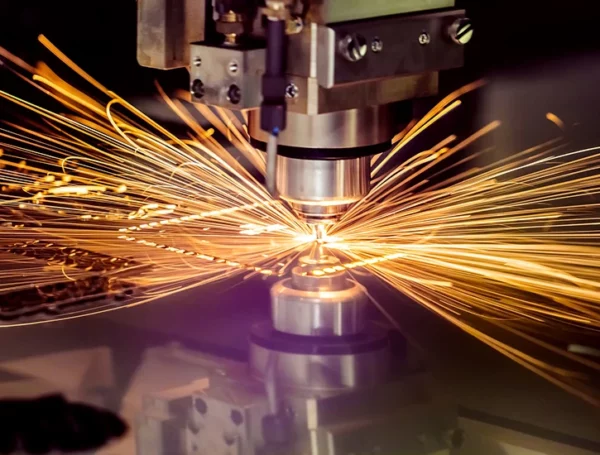
The fundamental principle of laser welding involves using the high-energy density of a laser beam to heat the welding material to its melting point. The laser beam is focused onto the welding point, creating a tiny heat-affected zone, causing the material to melt instantaneously. When the laser beam ceases, the molten area rapidly cools and solidifies, forming the weld joint. This method’s advantage lies in its ability to achieve extremely fine welding with minimal heat-affected zones, reducing the risk of deformation and material damage.
Compared to traditional welding methods, laser welding offers several key advantages, including:
Laser welding can achieve extremely fine welding with minimal heat-affected zones, reducing the risk of deformation and material damage. This makes it particularly suitable for applications with high welding precision requirements, such as the electronics industry and medical equipment manufacturing.
Laser welding is fast, allowing for rapid completion of welding tasks. This enhances production efficiency, especially in large-scale manufacturing, such as in the automotive and aerospace industries.
Laser welding is a non-contact welding method, and the welding material does not need to directly touch the welding equipment, reducing the risk of wear and contamination. This is particularly advantageous when dealing with brittle or contamination-sensitive materials.
Laser welding can be used with various types of materials, including metals, plastics, and composite materials. This broadens its applicability, making it the preferred welding method for multiple industries.
In laser autogenous welding, there is no need for additional welding wire or flux; the welding process relies on the physical properties of the workpiece itself. This reduces material costs and processing complexity.
Laser welding does not produce emissions or waste, contributing to a reduction in environmental pollution. This makes it more environmentally friendly and suitable for manufacturing in an increasingly eco-conscious environment.
In summary, laser welding’s high precision, efficiency, and versatility with different materials make it an indispensable welding technology in modern manufacturing, playing a crucial role in improving product quality and reducing production costs.
Laser welding finds widespread application across various industries. Notably, in the automotive manufacturing sector, it is used for welding car bodies, engine components, chassis, and other critical parts. Its high precision and rapid welding speed make it an indispensable process on modern automobile production lines. The precision of laser welding ensures the quality of weld joints and reduces material wastage. Additionally, post-welded car bodies are lighter, improving fuel efficiency.
The aerospace industry also extensively utilizes laser welding for manufacturing aircraft structures and engine components, such as turbine blades in aircraft engines. Its precision and controllability are crucial for producing these critical components, ensuring aircraft safety and performance.
In the medical equipment manufacturing industry, laser welding is used to create high-precision medical instruments and devices, such as surgical tools and laser therapy equipment. In the electronics sector, laser welding is employed to weld small electronic components, ensuring the reliability and performance of circuit boards. These applications highlight the crucial role of laser welding in modern manufacturing.
Laser self-fusion welding refers to the process of melting two or more parts that need to be welded, allowing them to cool and solidify into a single unit to achieve the purpose of welding. This welding method does not require the addition of welding wire or flux; the entire process relies on the physical properties of the workpiece to bond them together. When the power density of the laser reaches a certain level, the surface temperature of the workpiece rapidly increases, reaching the boiling point in a short time, causing the metal to vaporize and form elongated cavities. When the recoil force of the metal vapor reaches an equilibrium point with the surface tension and gravity of the liquid metal, the elongated cavity will not continue to deepen, eventually forming a stable cavity with specific properties, temperature, and depth. When the cavity closes, the weld seam is formed, completing the deep-melting laser welding.
Laser welding with filler wire involves the pre-filling of the weld seam with specific welding materials. The laser beam is then used to melt these materials to form the weld joint. Laser wire feed welding, compared to non-wire feed welding, addresses the need for strict workpiece processing and assembly requirements. It can achieve welding of thicker and larger parts with lower laser power. By adjusting the composition of the filler wire, the structure and properties of the weld seam area can be controlled.
Laser brazing utilizes a laser beam as the heat source. The focused beam is directed onto the surface of the filler wire. The filler wire melts and forms high-temperature liquid metal, which wets and bonds with the workpiece at the joint. It creates a strong metallurgical connection between the parts. It is essential to note that the connection between the workpieces is achieved through the molten metal of the brazing material, as the base material itself should not be significantly melted by the laser.
Laser-arc hybrid welding, as a new welding technology, utilizes both laser and electric arc as dual heat sources, acting simultaneously on the same molten pool. This process forms a stable laser-guided electric arc welding method, increasing the absorption of laser energy by the metal and enhancing the bridging ability of molten droplets. It fully leverages the advantages of both laser welding and electric arc welding, compensating for their respective limitations. Particularly in the welding of medium and thick materials, hybrid welding technology exhibits significant advantages. This is because traditional welding methods suffer from drawbacks such as low joint strength, low efficiency, severe deformation, and high consumption of welding materials. Moreover, single laser welding methods also have some disadvantages, such as high joint assembly requirements, restrictions of laser power on welding capabilities, poor bridging abilities, and severe undercutting of weld seams.
Laser welding operates within a specific range of laser power. Below this threshold, the penetration depth is shallow. Once this threshold is reached or exceeded, the penetration depth significantly increases. Plasma is only generated when the laser power density on the workpiece exceeds a certain threshold, which is material-dependent. This threshold is necessary for stable deep-penetration welding. If the laser power is below this threshold, only the surface of the workpiece will melt, resulting in welding under stable heat conduction conditions. However, when the laser power density approaches the critical condition for pore formation, the process alternates between deep penetration welding and conduction welding, resulting in an unstable welding process with significant variations in penetration depth. In deep-penetration laser welding, the laser power controls both the penetration depth and the welding speed. Weld penetration depth is directly related to the laser beam power density and is a function of incident beam power and beam focus. In general, for a laser beam of a certain diameter, the penetration depth increases with increasing beam power.
The laser pulse waveform is a critical factor in laser welding, especially for welding thin sheets. When a high-intensity laser beam is incident on the material surface, approximately 60% to 98% of the laser energy is reflected and lost, and this reflectivity changes with surface temperature. The reflectivity of the metal surface varies significantly during a single laser pulse.
The size of the beam spot is one of the most critical variables in laser welding because it determines the power density. However, for high-power lasers, measuring the spot size is challenging, although several indirect measurement techniques have been developed. The actual spot size is often larger than the calculated value due to the presence of lens aberrations in the focusing lens. The simplest practical measurement method is the isothermal contour method, which involves measuring the spot size and perforation diameter by burning through thick paper and polypropylene plates after passing through the lens. This method requires practical measurements to determine the laser power and the duration of beam action.
Welding speed significantly affects the penetration depth. Increasing the speed reduces the penetration depth, but if the speed is too low, it can lead to excessive melting of the material and burn-through. Therefore, for a specific laser power and a certain thickness of a particular material, there is an appropriate range of welding speeds where the maximum penetration depth can be achieved.
In the laser welding process, inert gases are often used to shield the molten pool. While for some materials, where surface oxidation is not a concern, protection can be omitted. However, in most applications, gases like argon, helium, and nitrogen are used to protect the workpiece during welding, preventing oxidation.
These process parameters are crucial in achieving the desired welding results and must be carefully controlled and adjusted according to the specific material and joint configuration.
The laser welding process continues to evolve, with future trends including:
Laser welding technology is an essential component of modern manufacturing. Its high precision, efficiency, and wide-ranging applications make it a core technology in the manufacturing industry. The continuous innovation in laser welding will propel the manufacturing industry towards a more efficient and precise future.
Yupec Laser Germany GmbH
Itterpark 2, 40724 Hilden
Germany
Subscribe for our newsletter
© Copyright 2026 by YUPEC
Leave your details to be contacted by one of our specialists
Any questions?
Our experts will help you quickly.