Table des Matières
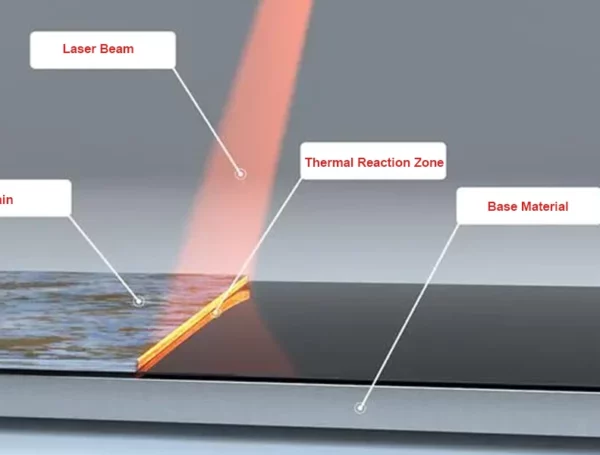
Le soudage laser vise principalement le soudage de matériaux minces et de composants de précision. Il peut réaliser le soudage par points, le soudage bout à bout, le soudage d'applique et le soudage hermétique. Soudage laser offre un rapport profondeur/largeur élevé, des cordons de soudure étroits, une petite zone affectée par la chaleur, une déformation minimale, des vitesses de soudage rapides, des cordons de soudure lisses et esthétiquement plaisants, un traitement post-soudage minimal ou simple, une qualité de soudage élevée sans porosités, un contrôle précis, un petit point focal, une grande précision de positionnement et une facilité d'automatisation. La clé pour obtenir ces résultats remarquables réside dans le facteur souvent négligé des gaz de protection.

Les gaz de protection, malgré leur présence souvent discrète, jouent un rôle essentiel dans le soudage laser. Ces gaz sont spécifiquement choisis pour créer un environnement contrôlé autour de la zone de soudage. Ils remplissent plusieurs fonctions critiques qui influencent directement la qualité globale, l'efficacité et la rentabilité du processus de soudage.
Rôle des Gaz de Protection

Dans le soudage laser, les gaz de protection jouent un rôle crucial et influent sur la formation du cordon de soudure, la qualité du cordon de soudure, la profondeur et la largeur de pénétration. Les gaz de protection remplissent plusieurs fonctions essentielles dans le soudage laser :
- Protection du bain de fusion : L'introduction appropriée de gaz de protection protège efficacement le bain de fusion, réduisant ou prévenant l'oxydation.
- Réduction des projections : Un flux de gaz de protection correct minimise la formation de projections pendant le processus de soudage.
- Formation uniforme du cordon : Un flux adéquat de gaz de protection garantit une répartition uniforme du cordon de soudure à mesure que le bain de fusion se solidifie, ce qui donne un cordon de soudure uniforme et esthétiquement plaisant.
- Réduction des interférences par nuage de plasma : L'introduction correcte de gaz de protection minimise l'effet de protection des nuages de vapeur métallique ou des nuages de plasma, augmentant ainsi l'utilisation efficace du faisceau laser.
- Réduction des pores : Un flux approprié de gaz de protection aide à réduire la formation de pores dans le cordon de soudure.
Le choix correct du type de gaz, du débit de gaz et de la méthode d'introduction peut donner des résultats idéaux. Cependant, une utilisation incorrecte du gaz de protection peut avoir un impact négatif sur le processus de soudage.
Effets Négatifs d'une Utilisation Incorrecte des Gaz de Protection
Bien que le gaz de protection ait généralement un impact positif sur le cordon de soudure, il peut avoir des effets néfastes dans certains cas :
- Détérioration de la qualité du soudage : Une introduction incorrecte du gaz de protection peut entraîner une mauvaise qualité du cordon de soudure.
- Formation de fissures : Le choix du mauvais type de gaz peut entraîner des fissures dans le cordon de soudure et une diminution des propriétés mécaniques.
- Oxydation : Une gestion incorrecte du débit de gaz peut entraîner une augmentation de l'oxydation du cordon de soudure, pouvant provoquer une formation inégale ou un effondrement du cordon de soudure.
- Protection inefficace : Des méthodes incorrectes d'introduction du gaz peuvent compromettre l'effet protecteur, offrant peu ou pas de protection au cordon de soudure.
- Réduction de la profondeur de pénétration : L'introduction du gaz de protection peut affecter la profondeur de pénétration du cordon de soudure, en particulier dans le soudage de feuilles minces.
Types de Gaz de Protection
Les principaux gaz de protection utilisés dans le soudage laser sont le N2, l'Ar et le He. Leurs propriétés physiques et chimiques varient, et ils ont différents effets sur le cordon de soudure :
- N2 (Azote) :L'azote s'ionise modérément sous l'influence du traitement laser, réduisant la formation de nuages de plasma et améliorant l'utilisation efficace du faisceau laser. Il peut réagir avec les alliages d'aluminium et l'acier au carbone, entraînant une augmentation de la fragilité et une diminution de la résilience dans le cordon de soudure. Cependant, il peut renforcer l'assemblage de soudure lors du soudage de l'acier inoxydable.
- Ar (Argon) : L'argon a une énergie d'ionisation relativement faible, ce qui entraîne des niveaux d'ionisation plus élevés sous l'influence du laser, ce qui peut être moins favorable pour le contrôle du nuage de plasma mais est non réactif avec les métaux courants. Sa densité aide à protéger le bain de fusion et est couramment utilisée comme gaz de protection.
- He (Hélium) : L'hélium a l'énergie d'ionisation la plus élevée, ce qui permet un excellent contrôle de la formation de nuages de plasma et offre une action efficace du laser sur les métaux. L'hélium est non réactif avec les structures métalliques, ce qui en fait un bon gaz de protection. Cependant, il est prohibitif en termes de coût pour la production en grande série et est souvent utilisé dans la recherche scientifique ou les produits de grande valeur.
- Mélanges de Gaz : De nombreuses applications de soudage laser bénéficient de mélanges de gaz personnalisés adaptés à des exigences spécifiques. Ces mélanges peuvent combiner de l'argon, de l'hélium, de l'oxygène et d'autres gaz dans des proportions précises pour obtenir les résultats désirés.
Méthodes de Soufflage du Gaz de Protection
La méthode de soufflage du gaz de protection joue un rôle clé dans le processus de soudage et de découpe. Deux méthodes courantes sont le soufflage latéral du gaz de protection et le soufflage coaxial du gaz de protection. Ces deux méthodes varient en fonction de l'endroit et de la manière dont le gaz est injecté, et sont utilisées dans différents types d'applications de soudage et de découpe au laser.

Soufflage Latéral du Gaz de Protection
- Dans le soufflage latéral du gaz de protection, le gaz de protection est soufflé depuis le côté de la zone de soudage à un angle latéral. Cela est généralement réalisé à travers des buses de gaz spécialement conçues ou des ensembles de buses.
- Le principal avantage du soufflage latéral du gaz de protection est qu'il peut guider le gaz directement vers la zone de soudage pour empêcher l'entrée d'air externe et d'impuretés dans la zone de soudage. Cela aide à réduire l'oxydation et à obtenir une meilleure qualité de soudure.
- Cette méthode convient aux applications qui nécessitent que le gaz de protection soit concentré dans la zone de soudage, notamment lorsque des exigences élevées en matière de qualité de soudure sont requises.

Soufflage Coaxial du Gaz de Protection
- Le soufflage coaxial du gaz de protection est une méthode dans laquelle le gaz de protection et le faisceau laser pénètrent dans la zone de soudage le long du même axe. Cela est généralement réalisé dans la buse de la tête de soudage laser.
- Le principal avantage du soufflage coaxial du gaz de protection est qu'il peut maintenir l'atmosphère autour de la zone de soudage, empêcher l'entrée d'air externe et protéger efficacement la zone de soudage. Cela aide à réduire l'oxydation et à améliorer la qualité de la soudure.
- Cette méthode convient aux applications où le faisceau laser et le gaz de protection doivent être alignés pour obtenir un soudage de haute précision et hautement contrôlé.
Le choix entre le soufflage latéral du gaz de protection et le soufflage coaxial du gaz de protection dépend généralement du processus de soudage spécifique, des matériaux et de la qualité de soudure requise. Pour les applications nécessitant une qualité de soudure plus élevée, une protection contre l'oxydation et une interférence réduite des impuretés externes, le soufflage latéral du gaz de protection peut être un meilleur choix. En revanche, le soufflage coaxial du gaz de protection est plus adapté aux applications de soudage nécessitant une haute précision et un contrôle, car il garantit un alignement précis du faisceau laser et du flux de gaz. Quelle que soit la méthode, la méthode d'introduction correcte du gaz de protection est cruciale pour obtenir des résultats de soudage et de découpe au laser de haute qualité.
Sélection du Bon Gaz de Protection
La sélection du gaz de protection approprié est cruciale pour la réussite du processus de soudage laser. Différentes applications et matériaux nécessitent différents types de gaz de protection pour garantir la qualité et l'efficacité du soudage. Plusieurs facteurs clés doivent être pris en compte lors du choix du bon gaz de protection :
- Type de Matériau : Différents matériaux nécessitent différents gaz de protection. Pour le soudage d'acier inoxydable, l'argon est généralement utilisé comme gaz de protection. L'aluminium et les alliages d'aluminium peuvent bénéficier d'argon pur ou de mélanges argon-hélium. Assurer la compatibilité avec le matériau de soudage est essentiel.
- Sensibilité à l'Oxydation : Certains matériaux sont plus susceptibles à l'oxydation et nécessitent une protection supplémentaire. Dans de tels cas, les gaz inertes de haute pureté, comme l'argon, sont généralement le meilleur choix pour minimiser la présence d'oxygène et prévenir l'oxydation du matériau.
- Exigences de l'Application : Les différentes applications peuvent avoir des exigences variables en termes de qualité et de vitesse de soudage. Certaines peuvent nécessiter un soudage rapide, tandis que d'autres privilégient la qualité et l'aspect du cordon de soudure. Choisissez le type de gaz et le débit en fonction des exigences de l'application.
- Mélanges de Gaz : Dans certains cas, les mélanges de gaz peuvent offrir des performances supérieures. Les mélanges de gaz combinent généralement des gaz inertes avec des gaz actifs dans des proportions précises pour répondre à des besoins spécifiques, offrant un meilleur contrôle de l'atmosphère.
- Considérations de Coût : Le coût du gaz de protection est également un facteur significatif. Certains gaz sont plus chers que d'autres, et un équilibre doit être trouvé entre la protection de la qualité du soudage et les économies de coûts. Dans certains cas, des gaz moins coûteux peuvent être utilisés comme gaz de protection auxiliaires pour réduire les dépenses.
- Pureté et Qualité du Gaz : La pureté et la qualité du gaz de protection sont cruciales. Un gaz de protection de qualité inférieure ou contaminé peut affecter négativement la qualité du soudage. Assurer l'utilisation d'un gaz de protection de haute qualité et pur est essentiel. Une inspection régulière et la maintenance du système d'approvisionnement en gaz sont nécessaires pour maintenir la pureté et la qualité.
- Paramètres du Processus : Sélectionnez le gaz de protection approprié en fonction de paramètres spécifiques du processus de soudage laser tels que la puissance, la focalisation, la vitesse et le mode de soudage. Ces paramètres influencent le débit et la distribution du gaz de protection.
Lors du choix du bon gaz de protection, il est important de prendre en compte les facteurs mentionnés ci-dessus et de réaliser des expériences ou des tests si nécessaire pour déterminer la configuration optimale. Différentes applications de soudage et scénarios peuvent nécessiter différentes stratégies de gaz de protection. Collaborer avec des ingénieurs en soudage laser professionnels ou des experts techniques et des fournisseurs peut aider à s'assurer que le gaz de protection sélectionné répond à des exigences spécifiques et offre d'excellents résultats de soudage.
Approvisionnement et Contrôle du Gaz de Protection
Un approvisionnement et un contrôle adéquats du gaz de protection sont des aspects critiques du processus de soudage laser. Assurer un approvisionnement et un contrôle corrects aide à maintenir l'atmosphère appropriée dans la zone de soudage, empêchant l'oxydation et les impuretés d'entrer et garantissant ainsi la qualité et l'efficacité du soudage. Voici quelques informations importantes sur l'approvisionnement et le contrôle du gaz de protection :
- Système d'Approvisionnement en Gaz : Le gaz de protection est généralement stocké dans des cylindres de gaz, comprenant des cylindres haute pression et basse pression. La source de gaz peut être soit des cylindres de gaz, soit des générateurs de gaz, selon les besoins. Les systèmes de tuyauterie transportent le gaz des cylindres ou de la source vers l'équipement de soudage.
- Contrôle du Débit de Gaz : Un contrôle précis du débit de gaz est crucial pour garantir l'atmosphère correcte. Les débits sont généralement exprimés en litres par minute (L/min) ou en pieds cubes par heure (cfh). Un contrôle précis du débit garantit que la bonne quantité de gaz entre dans la zone de soudage.
- Contrôle de la Pression de Gaz : La pression de gaz doit également être contrôlée. La pression du gaz peut être gérée à l'aide de régulateurs de pression ou de vannes de réduction pour garantir que le gaz pénètre dans l'équipement de soudage et la zone de soudage à la pression appropriée.
- Distribution et Guidage du Gaz : Le gaz de protection doit être correctement distribué dans la zone de soudage pour assurer une protection uniforme tout au long du processus de soudage. Des équipements tels que des buses, des composants de buses et des conduits de gaz sont utilisés pour guider le flux de gaz dans la zone de soudage.
- Systèmes de Contrôle de Gaz : Dans les systèmes de soudage laser hautement automatisés, les systèmes de contrôle de gaz sont cruciaux. Ces systèmes surveillent le débit de gaz, la pression et l'atmosphère et peuvent ajuster automatiquement pour garantir un approvisionnement en gaz stable.
- Pureté du Gaz : La pureté du gaz est un facteur critique. Un gaz de protection de qualité inférieure ou contaminé peut affecter la qualité du soudage. Par conséquent, l'utilisation d'un gaz de protection de haute qualité et pur est essentielle.
- Surveillance des Fuites de Gaz : Surveillez régulièrement le système d'approvisionnement en gaz pour garantir l'absence de fuites, ce qui peut entraîner un gaspillage de gaz, des risques pour la sécurité et des problèmes de qualité de soudage.
- Sources de Gaz de Secours : Pour garantir la continuité des opérations de soudage, il est recommandé d'avoir des sources de gaz de secours ou des cylindres de secours en cas de problème avec l'approvisionnement principal en gaz. Cela aide à maintenir la continuité de la production.
- Coût du Gaz : Prenez en compte le coût du gaz de protection. Certains gaz sont plus chers que d'autres, et trouver un équilibre entre la qualité du soudage et les économies de coûts est essentiel. Dans certains cas, des gaz moins coûteux peuvent être utilisés comme gaz de protection auxiliaires pour réduire les coûts.
Un approvisionnement et un contrôle adéquats du gaz de protection sont essentiels pour la réussite du soudage laser. En assurant un contrôle précis du débit, de la pression et de la distribution du gaz, une atmosphère stable est fournie, empêchant l'oxydation et les impuretés de compromettre la qualité du soudage. Une maintenance régulière et un suivi du système d'approvisionnement en gaz sont nécessaires pour maintenir la continuité et la sécurité.
Conclusion
Dans le processus de soudage laser, la sélection, l'approvisionnement et le contrôle du gaz de protection sont des facteurs critiques pour obtenir des résultats de soudage de haute qualité. Le choix du bon gaz de protection est essentiel, et il doit correspondre au matériau de soudage, aux exigences de l'application et aux considérations économiques. Un contrôle précis du débit, de la distribution et du guidage du gaz garantit une atmosphère stable, empêchant l'oxydation et les impuretés de compromettre la qualité du soudage. Les systèmes de contrôle de gaz jouent un rôle vital dans les processus hautement automatisés.
La surveillance régulière et la maintenance du système d'approvisionnement en gaz, ainsi que la disponibilité de sources de gaz de secours, contribuent à maintenir la continuité de la production et la sécurité. En tenant compte de ces facteurs et en collaborant avec des experts, des ingénieurs en soudage laser et des fournisseurs de gaz, le gaz de protection optimal peut être sélectionné pour répondre à des exigences spécifiques, conduisant finalement à d'excellents résultats de soudage.