- Potencia de Salida: La soldadura láser implica una densidad de energía umbral. Por debajo de este valor, la profundidad de fusión es superficial. Una vez que se alcanza o supera este valor, la profundidad de fusión aumenta significativamente. El plasma se genera solo cuando la densidad de potencia del láser en la superficie de la pieza de trabajo supera el umbral (relacionado con el material), lo que indica el inicio de la soldadura estable de penetración profunda. Si la potencia láser está por debajo de este umbral, solo ocurre fusión superficial, lo que resulta en soldadura estable por conducción de calor. Cuando la densidad de potencia del láser está cerca de las condiciones críticas para la formación de poros, el proceso de soldadura se vuelve inestable, lo que conduce a una fluctuación significativa en la profundidad de fusión. La potencia láser controla tanto la profundidad de fusión como la velocidad de soldadura durante la soldadura de penetración profunda. La profundidad de fusión está directamente relacionada con la densidad de potencia del haz incidente y el tamaño del punto focal. En general, una potencia láser más alta conduce a velocidades de soldadura más rápidas, pero una potencia excesivamente alta puede hacer que la piscina de fusión sea demasiado profunda, lo que resulta en defectos como grietas. Por lo tanto, se recomienda priorizar la determinación del rango de potencia efectiva para un mejor ajuste de parámetros durante el proceso de ajuste.
- Velocidad de Soldadura: Velocidades de soldadura más altas resultan en profundidades de fusión más superficiales. Se forma una piscina de fusión grande y ancha a bajas velocidades, lo que la hace propensa a colapsar. Cuando se suelda a alta velocidad, el intenso flujo de metal líquido en el centro de la piscina de fusión se solidifica en ambos lados de la soldadura antes de tener la oportunidad de redistribuirse, lo que resulta en una soldadura desigual. Por lo tanto, Yupec Laser recomienda utilizar una soldadura de alta velocidad para placas delgadas o materiales con buena soldabilidad y velocidades más bajas para placas gruesas y materiales desafiantes.
- Forma de Onda del Láser: Las formas de onda del láser incluyen formas de onda de pulso comúnmente utilizadas para láseres pulsados y formas de onda de soldadura de costura para soldadura continua. Por ejemplo, al soldar materiales de alta reflectividad como cobre, aluminio, oro o plata, se puede utilizar una forma de onda trapezoidal para superar la barrera de alta reflectividad. Para metales negros como hierro y níquel con baja reflectividad superficial, las ondas rectangulares o las ondas de atenuación gradual son preferibles.
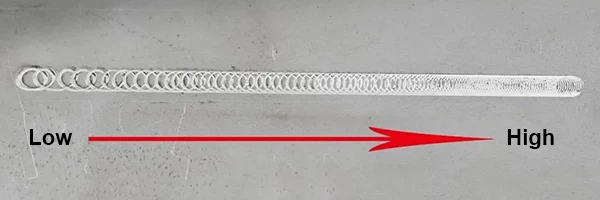
- Frecuencia de Pulso: La frecuencia de pulso, el tamaño del haz y la velocidad de soldadura deben coincidir para lograr la tasa de superposición deseada. En general, una tasa de superposición más grande resulta en una soldadura más suave, pero la velocidad de soldadura también disminuye en consecuencia. Cuando la frecuencia de pulso láser excede cierto valor, la tasa de superposición se vuelve demasiado alta, superando el límite de soldadura del material y dando lugar a la penetración o salpicaduras de soldadura.
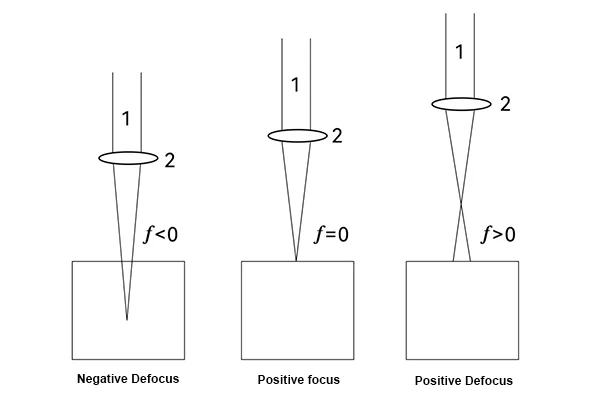
- Cantidad de Desenfoque: Hay dos tipos de desenfoque: desenfoque positivo y desenfoque negativo. El desenfoque positivo coloca el plano focal por encima de la pieza de trabajo, mientras que el desenfoque negativo lo coloca por debajo. Con el desenfoque negativo, la densidad de potencia interna del material es mayor que en la superficie, lo que lo hace propenso a una fusión y vaporización más fuertes, permitiendo que la luz penetre más profundamente en el material. En aplicaciones prácticas, se utiliza el desenfoque negativo cuando se requiere una gran profundidad de fusión, mientras que el desenfoque positivo es adecuado para soldar materiales delgados.
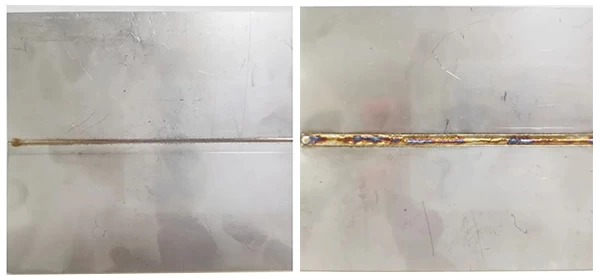
- Ancho de Pulso: Este parámetro se aplica principalmente a las máquinas de soldadura láser de pulso. El ancho de pulso es uno de los parámetros importantes de las máquinas de soldadura láser de pulso. Distingue entre la eliminación de material y la fusión de material y es un parámetro clave que determina el costo y el volumen del equipo de procesamiento. Un ancho de pulso más largo da como resultado un diámetro de soldadura más grande y, para la misma distancia de trabajo, una profundidad de fusión más profunda.