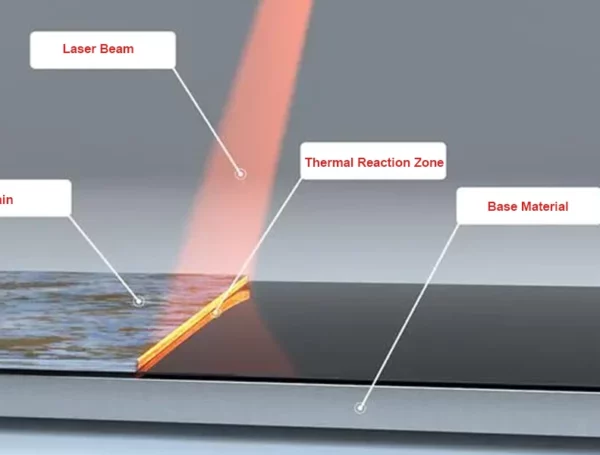
- Output Power: Laser welding involves a threshold energy density. Below this value, the melt depth is shallow. Once this value is reached or exceeded, the melt depth increases significantly. Plasma is generated only when the laser power density on the workpiece surface exceeds the threshold (related to the material), indicating the onset of stable deep penetration welding. If the laser power is below this threshold, only surface melting occurs, resulting in stable heat conduction welding. When the laser power density is close to the critical conditions for pore formation, the welding process becomes unstable, leading to significant fluctuation in melt depth. Laser power controls both the melt depth and welding speed during deep penetration welding. The melt depth is directly related to the power density of the incident beam and the focal spot size. In general, higher laser power leads to faster welding speeds, but excessively high power can cause the melt pool to be too deep, resulting in defects such as cracks. Therefore, it is recommended to prioritize determining the effective power range for better parameter adjustment during the tuning process.
- Welding Speed: Higher welding speeds result in shallower melt depths. A large and wide melt pool is formed at low speeds, making it prone to collapse. When welding at high speed, the intense flow of liquid metal in the center of the weld pool solidifies on both sides of the weld before having a chance to redistribute, resulting in an uneven weld seam. Therefore, Yupec Laser recommends using high-speed welding for thin plates or materials with good weldability and lower speeds for thick plates and challenging materials.
- Laser Waveform: Laser waveforms include pulse waveforms commonly used for pulsed lasers and seam welding waveforms for continuous welding. For example, when welding high-reflectivity materials such as copper, aluminum, gold, or silver, a trapezoidal laser waveform can be used to overcome the barrier of high reflectivity. For black metals like iron and nickel with low surface reflectivity, rectangular waves or gradually attenuating waveforms are preferable.
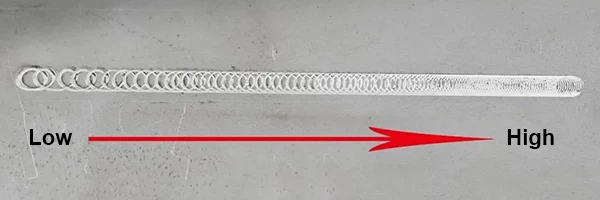
- Pulse Frequency: Pulse frequency, beam size, and welding speed must be matched to achieve the desired overlap rate. In general, a larger overlap rate results in a smoother weld, but the welding speed also decreases accordingly. When the laser pulse frequency exceeds a certain value, the overlap rate becomes too high, surpassing the material’s welding limit and leading to penetration or weld spatter.
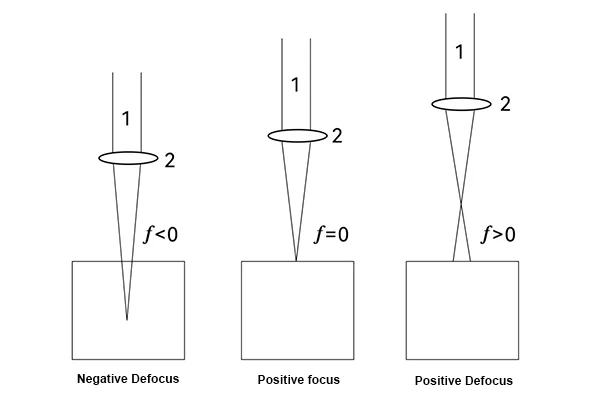
- Defocus Amount: There are two types of defocusing: positive defocusing and negative defocusing. Positive defocusing places the focal plane above the workpiece, while negative defocusing places it below. With negative defocusing, the internal power density of the material is higher than on the surface, making it prone to stronger melting and vaporization, allowing the light to penetrate deeper into the material. In practical applications, negative defocusing is used when a large melt depth is required, while positive defocusing is suitable for welding thin materials.
- Pulse Width: This parameter mainly applies to pulse laser welding machines. Pulse width is one of the important parameters of pulse laser welding machines. It distinguishes between material removal and material melting and is a key parameter that determines the cost and volume of processing equipment. A longer pulse width results in a larger weld diameter, and for the same working distance, a deeper melt depth.