- Potenza in Uscita: La saldatura laser coinvolge una densità di energia soglia. Al di sotto di questo valore, la profondità di fusione è superficiale. Una volta raggiunto o superato questo valore, la profondità di fusione aumenta significativamente. Il plasma si genera solo quando la densità di potenza del laser sulla superficie del pezzo supera la soglia (relativa al materiale), indicando l'inizio della saldatura di penetrazione profonda stabile. Se la potenza del laser è al di sotto di questa soglia, avviene solo la fusione superficiale, risultando in una saldatura a conduzione di calore stabile. Quando la densità di potenza del laser è vicina alle condizioni critiche per la formazione di pori, il processo di saldatura diventa instabile, portando a significative fluttuazioni della profondità di fusione. La potenza del laser controlla sia la profondità di fusione che la velocità di saldatura durante la saldatura di penetrazione profonda. La profondità di fusione è direttamente correlata alla densità di potenza del fascio incidente e alla dimensione dello spot focale. In generale, una potenza laser più alta porta a velocità di saldatura più veloci, ma una potenza eccessivamente alta può far sì che il bagno di fusione sia troppo profondo, causando difetti come le crepe. Pertanto, si consiglia di determinare prioritariamente la gamma di potenza efficace per un miglior aggiustamento dei parametri durante il processo di sintonizzazione.
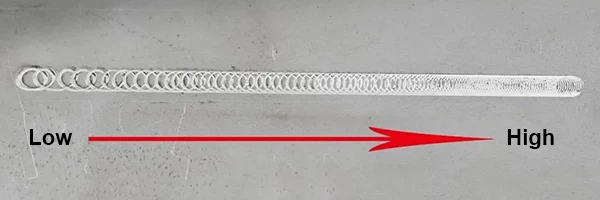
- Velocità di Saldatura: Velocità di saldatura più elevate comportano profondità di fusione più superficiali. A basse velocità si forma un bagno di fusione grande e ampio, che è incline al collasso. Quando si salda ad alta velocità, il flusso intenso di metallo liquido al centro del bagno di fusione si solidifica su entrambi i lati della saldatura prima di avere la possibilità di redistribuirsi, risultando in una saldatura non uniforme. Pertanto, Yupec Laser raccomanda l'uso di saldatura ad alta velocità per lastre sottili o materiali con buona saldabilità e velocità più basse per lastre spesse e materiali impegnativi.
- Forma d'Onda del Laser: Le forme d'onda del laser includono forme d'onda ad impulsi comunemente usate per laser pulsati e forme d'onda di saldatura a giuntura per saldature continue. Ad esempio, quando si saldano materiali ad alta riflettività come rame, alluminio, oro o argento, può essere utilizzata una forma d'onda trapezoidale per superare la barriera dell'alta riflettività. Per metalli neri come ferro e nichel con bassa riflettività superficiale, sono preferibili onde rettangolari o onde gradualmente attenuanti.
- Frequenza di Impulso: La frequenza di impulso, la dimensione del fascio e la velocità di saldatura devono essere abbinati per ottenere il tasso di sovrapposizione desiderato. In generale, un tasso di sovrapposizione maggiore porta a una saldatura più uniforme, ma la velocità di saldatura diminuisce anche di conseguenza. Quando la frequenza di impulso del laser supera un certo valore, il tasso di sovrapposizione diventa troppo alto, superando il limite di saldatura del materiale e portando a penetrazione o schizzi di saldatura.
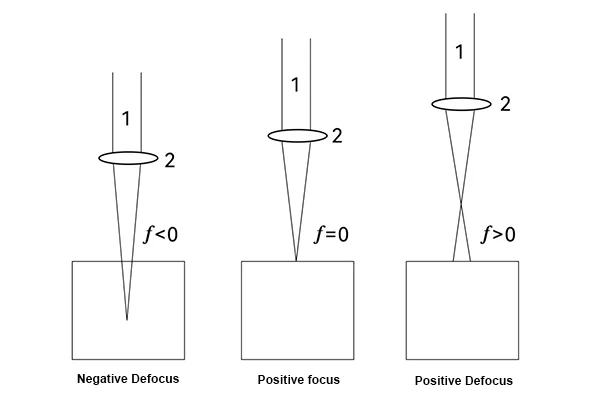
- Quantità di Sfocatura: Esistono due tipi di sfocatura: sfocatura positiva e sfocatura negativa. La sfocatura positiva posiziona il piano focale sopra il pezzo, mentre la sfocatura negativa lo posiziona sotto. Con la sfocatura negativa, la densità di potenza interna del materiale è superiore a quella sulla superficie, rendendolo incline a una maggiore fusione e vaporizzazione, consentendo alla luce di penetrare più a fondo nel materiale. Nelle applicazioni pratiche, la sfocatura negativa viene utilizzata quando è richiesta una grande profondità di fusione, mentre la sfocatura positiva è adatta per la saldatura di materiali sottili.
- Larghezza dell'Impulso: Questo parametro si applica principalmente alle macchine per saldatura laser a impulsi. La larghezza dell'impulso è uno dei parametri importanti delle macchine per saldatura laser a impulsi. Distingue tra rimozione e fusione del materiale ed è un parametro chiave che determina il costo e il volume dell'attrezzatura di lavorazione. Una larghezza dell'impulso più lunga porta a un diametro di saldatura più grande e, per la stessa distanza di lavoro, a una maggiore profondità di fusione.