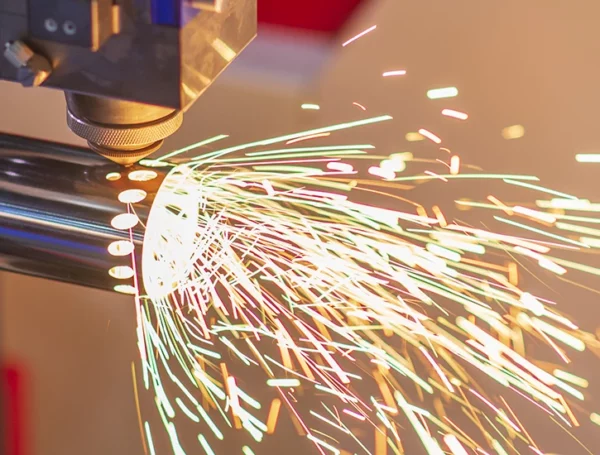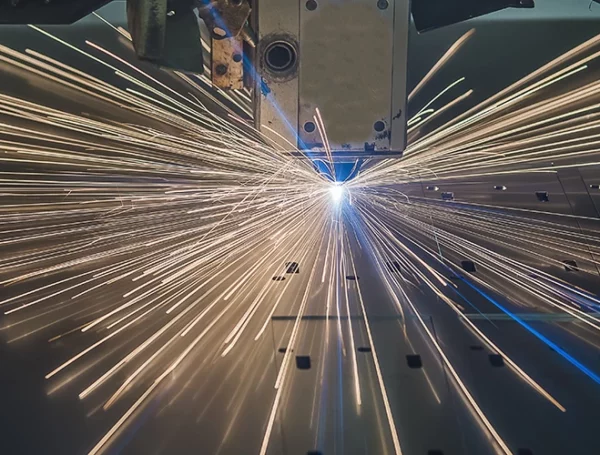







La découpe laser haute puissance est un processus de fabrication de pointe qui utilise un faisceau laser à haute densité d'énergie pour couper de manière précise et efficace divers matériaux. Contrairement aux méthodes de découpe traditionnelles qui peuvent impliquer un contact physique avec le matériau ou des outils mécaniques, la découpe laser haute puissance utilise un faisceau laser focalisé pour générer une chaleur intense au point de découpe, vaporisant, fondant ou ablant efficacement le matériau.
Le faisceau laser focalisé permet des coupes extrêmement précises et propres, résultant en des produits finis de haute qualité avec une distorsion minimale, des bavures ou des bords rugueux. Cela rend la découpe laser haute puissance idéale pour les applications où la précision et la finition sont primordiales.
Haute puissance machine de découpe laser offre des vitesses de coupe rapides et une efficacité de traitement élevée par rapport à l'équipement de coupe conventionnel. L'énergie concentrée du faisceau laser permet un retrait rapide du matériau, en faisant une solution rentable pour les processus de fabrication industrielle.
Contrairement aux méthodes de découpe mécanique qui impliquent un contact physique entre les outils de coupe et le matériau, la découpe laser haute puissance est un processus sans contact. Cela élimine le risque d'usure des outils, de contamination ou de dommages aux matériaux délicats, et permet de découper des formes complexes sans besoin d'outillage supplémentaire.
La découpe laser haute puissance est polyvalente et peut être appliquée à une large gamme de métaux, tels que l'acier, l'aluminium, le titane, le cuivre, et plus encore. Cette polyvalence en fait un choix privilégié dans des industries allant de automobile, aérospatiale, électronique, dispositifs médicaux, et au-delà.
Dans l'ensemble, la technologie de découpe laser haute puissance représente une solution de pointe pour la fabrication de précision, offrant une qualité de coupe supérieure, une efficacité, une polyvalence et une adaptabilité dans une large gamme d'industries et d'applications.
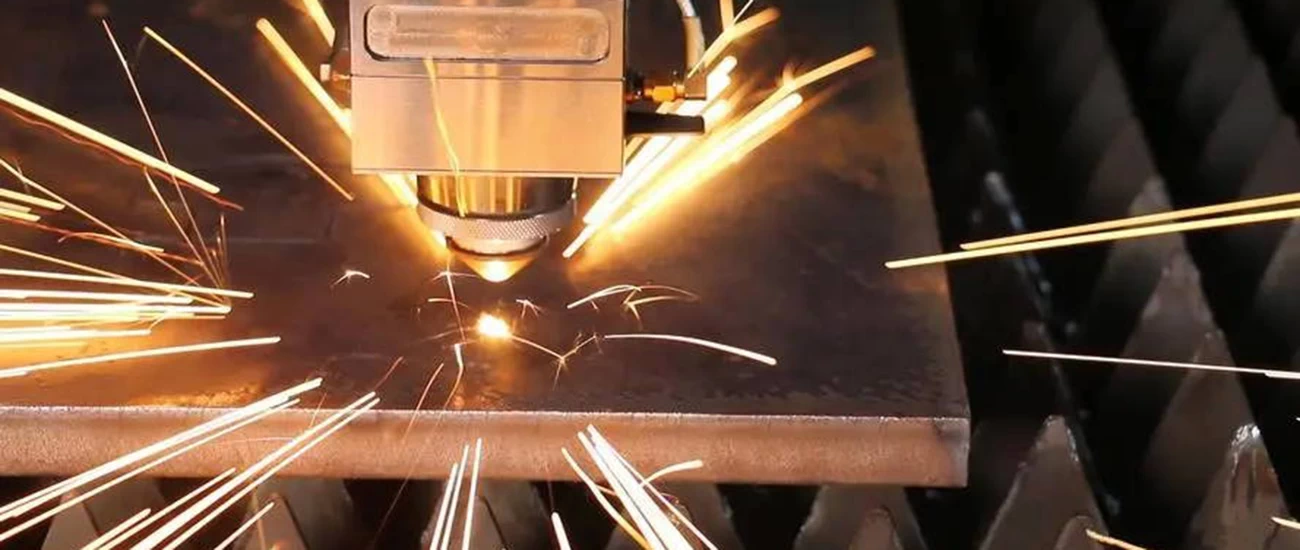
En général, les paramètres de processus importants qui affectent la qualité de la découpe comprennent la vitesse de découpe, la puissance laser, le gaz auxiliaire, la position de focalisation, les laser buses, et les propriétés des matériaux. On peut constater qu'il existe de nombreux facteurs qui influent sur le processus de découpe laser. Si le contrôle est incorrect ou si les paramètres ne sont pas précis, la précision de découpe et la qualité de découpe seront fortement impactées.
Jetons un coup d'œil aux défauts de coupe courants et aux solutions dans le traitement quotidien.
1.1 Les stries sur la couche supérieure et les lignes de traînée sur la couche inférieure de la tôle sont toutes deux excessivement rugueuses.
1.2 La couche supérieure de la tôle présente des stries légèrement rugueuses, avec des entailles mineures ou plus profondes, tandis que la couche inférieure présente de meilleures lignes de traînée.
1.3 La section de la couche supérieure de la tôle présente de bonnes stries, mais il y a des scories qui pendouillent en bas, ce qui affecte la qualité de la section.
2.1 Lors de la découpe de feuilles minces d'acier inoxydable, des décollements et des surfaces de coupe rugueuses peuvent apparaître.
2.2 Lors de la découpe de plaques épaisses d'acier inoxydable, des coupes incomplètes peuvent se produire. La section de coupe n'atteint pas le fond de la plaque.
2.3 Lors de la découpe de plaques épaisses d'acier inoxydable, des décollements peuvent survenir, et l'ajustement de la pression d'air et des quantités de focalisation positive/négative ne donne pas d'amélioration significative dans le résultat.
Yupec Laser Germany GmbH
Itterpark 2, 40724 Hilden
Allemagne
Abonnez-vous à notre newsletter
© Copyright 2026 by YUPEC
Laissez vos coordonnées pour être contacté par l'un de nos spécialistes
Des questions?
Nos experts vous aideront rapidement.