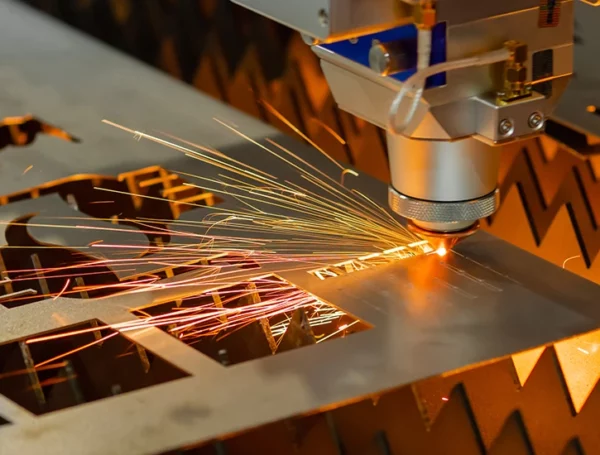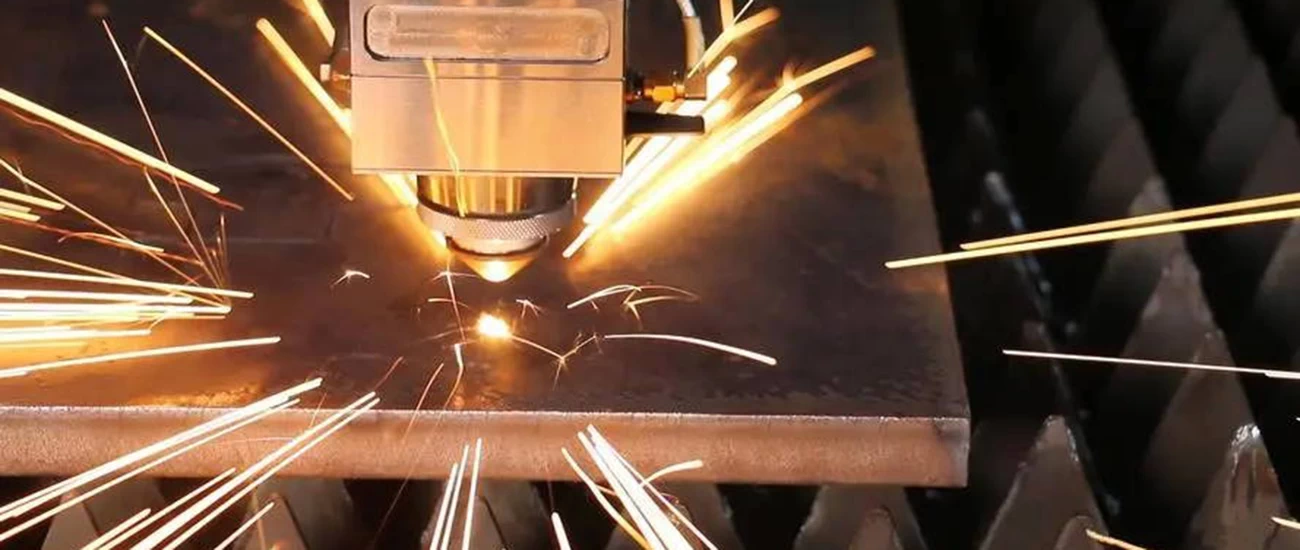







Hochleistungslaserschneiden ist ein hochmoderner Fertigungsprozess, der einen Laserstrahl mit hoher Energiedichte verwendet, um präzise und effizient durch verschiedene Materialien zu schneiden. Im Gegensatz zu traditionellen Schneidmethoden, die möglicherweise physischen Kontakt mit dem Material oder mechanische Werkzeuge erfordern, nutzt das Hochleistungslaserschneiden einen fokussierten Laserstrahl, um an der Schneidstelle intensive Hitze zu erzeugen, wodurch das Material effektiv verdampft, schmilzt oder ablatiert.
Der fokussierte Laserstrahl ermöglicht äußerst präzise und saubere Schnitte, was zu hochwertigen Endprodukten mit minimaler Verzerrung, Gratbildung oder rauen Kanten führt. Dies macht das Hochleistungslaserschneiden ideal für Anwendungen, bei denen Präzision und Oberflächenbeschaffenheit im Vordergrund stehen.
Hochleistungs Laserschneidmaschine bietet im Vergleich zu herkömmlichen Schneidausrüstungen schnelle Schnittgeschwindigkeiten und hohe Verarbeitungseffizienz. Die konzentrierte Energie des Laserstrahls ermöglicht eine schnelle Materialentfernung, was eine kosteneffektive Lösung für industrielle Fertigungsprozesse darstellt.
Im Gegensatz zu mechanischen Schneidmethoden, bei denen physischer Kontakt zwischen Schneidwerkzeugen und dem Material besteht, ist das Hochleistungslaserschneiden ein kontaktloser Prozess. Dies eliminiert das Risiko von Werkzeugabnutzung, Kontamination oder Beschädigung empfindlicher Materialien und ermöglicht das Schneiden von komplexen Formen ohne zusätzliche Werkzeuge.
Das Hochleistungslaserschneiden ist vielseitig einsetzbar und kann auf eine Vielzahl von Metallen, wie Stahl, Aluminium und Titan, Kupfer und mehr angewendet werden. Diese Vielseitigkeit macht es zu einer bevorzugten Wahl in Branchen wie Automobilbau, Luft- und Raumfahrt, Elektronik, Medizinprodukte, und darüber hinaus.
Insgesamt stellt die Hochleistungslaserschneidetechnologie eine hochmoderne Lösung für die Präzisionsfertigung dar, die eine überlegene Schnittqualität, Effizienz, Vielseitigkeit und Anpassungsfähigkeit in einer Vielzahl von Branchen und Anwendungen bietet.
Im Allgemeinen gehören wichtige Prozessparameter, die die Qualität des Schneidens beeinflussen, Schneidgeschwindigkeit, Laserleistung, Hilfsgas, Fokusposition, laser nozzles, und Materialeigenschaften dazu. Es ist zu erkennen, dass viele Faktoren den Laserstrahlschneidprozess beeinflussen. Bei unsachgemäßer Steuerung oder ungenauen Parametern wird die Schneidpräzision und -qualität stark beeinträchtigt.
Schauen wir uns die häufigsten Schneidfehler und Lösungen bei der täglichen Bearbeitung an.
1.1 Das Streifenmuster auf der oberen Schicht und die Ziehlinien auf der unteren Schicht des Blechs sind beide übermäßig rau.
1.2 Die obere Schicht des Blechs zeigt leicht rauhes Streifenmuster mit geringfügigen oder tieferen Serrationen, während die untere Schicht bessere Ziehlinien aufweist.
1.3 Der obere Bereich des Blechschnitts zeigt gute Streifen, aber am Boden hängt Schlacke, was die Qualität des Schnitts beeinträchtigt.
2.1 Beim Schneiden von dünnen Edelstahlblechen können Delamination und raue Schnittflächen auftreten.
2.2 Beim Schneiden von dicken Edelstahlplatten treten unvollständige Schnitte auf. Der Schneideabschnitt erreicht nicht den Boden der Platte.
2.3 Beim Schneiden von dicken Edelstahlplatten tritt Delamination auf, das Einstellen des Luftdrucks und der positiven / negativen Fokusmengen führt nicht zu einer signifikanten Verbesserung des Ergebnisses.
Yupec Laser Germany GmbH
Itterpark 2, 40724 Hilden
Deutschland
Abonnieren Sie unseren Newsletter
© Copyright 2026 by YUPEC
Hinterlassen Sie Ihre Kontaktdaten, um von einem unserer Spezialisten kontaktiert zu werden.
Haben Sie Fragen?
Unsere Experten werden Ihnen schnell weiterhelfen.