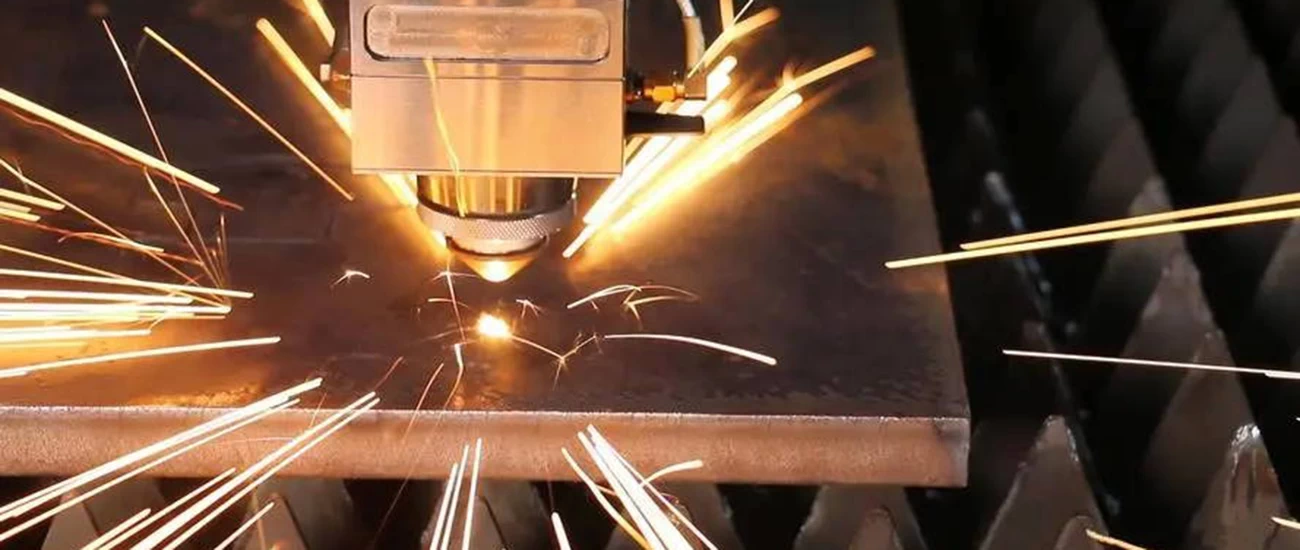







Il taglio laser ad alta potenza è un processo di produzione all'avanguardia che utilizza un fascio laser ad alta densità di energia per tagliare in modo preciso ed efficiente vari materiali. A differenza dei metodi di taglio tradizionali che possono comportare il contatto fisico con il materiale o utensili meccanici, il taglio laser ad alta potenza impiega un fascio laser focalizzato per generare un calore intenso nel punto di taglio, vaporizzando, fondendo o ablating efficacemente il materiale.
Il fascio laser focalizzato consente tagli estremamente precisi e puliti, risultando in prodotti finiti di alta qualità con minima distorsione, sbavature o bordi ruvidi. Ciò rende il taglio laser ad alta potenza ideale per applicazioni in cui la precisione e la finitura sono fondamentali.
Alta potenza macchina da taglio laser offrono velocità di taglio rapide e un'elevata efficienza di lavorazione rispetto alle attrezzature di taglio convenzionali. L'energia concentrata del fascio laser consente una rapida rimozione del materiale, rendendolo una soluzione economica per i processi di produzione industriale.
A differenza dei metodi di taglio meccanico che comportano il contatto fisico tra gli utensili di taglio e il materiale, il taglio laser ad alta potenza è un processo senza contatto. Ciò elimina il rischio di usura degli utensili, contaminazione o danni ai materiali delicati e consente il taglio di forme intricate senza la necessità di attrezzature aggiuntive.
Il taglio laser ad alta potenza è versatile e può essere applicato a una vasta gamma di metalli, come acciaio, alluminio, titanio, rame e altro ancora. Questa versatilità lo rende una scelta preferita in settori che spaziano dall'automotive. all'aerospaziale, dall'elettronica ai dispositivi medicie oltre.
Nel complesso, la tecnologia di taglio laser ad alta potenza rappresenta una soluzione all'avanguardia per la produzione di precisione, offrendo una qualità di taglio superiore, efficienza, versatilità e adattabilità in una vasta gamma di settori e applicazioni.
In generale, i parametri di processo importanti che influenzano la qualità del taglio includono la velocità di taglio, la potenza del laser, il gas ausiliario, la posizione di messa a fuoco, le bocchette del laser e le proprietà del materiale. Si può notare che ci sono molti fattori che influenzano il processo di taglio laser. Se il controllo non è corretto o i parametri non sono accurati, la precisione del taglio e la qualità del taglio avranno un grande impatto. gas ausiliario, focus position, laser nozzles, and material properties. It can be seen that there are many factors affecting the laser cutting process. If the control is improper or the parameters are not accurate, the cutting precision and cutting quality will have a great impact.
Diamo un'occhiata ai difetti comuni di taglio e alle soluzioni nel processo quotidiano.
1.1 Le striature sullo strato superiore e le linee di trascinamento sullo strato inferiore della lamiera sono entrambe eccessivamente ruvide.
1.2 Lo strato superiore della lamiera mostra striature leggermente ruvide, con solcature minori o più profonde, mentre lo strato inferiore mostra linee di trascinamento migliori.
1.3 Lo strato superiore della sezione della lamiera mostra una buona striatura, ma ci sono residui di scorie che pendono nella parte inferiore, il che influisce sulla qualità della sezione.
2.1 Quando si tagliano sottili lamiere di acciaio inossidabile, possono verificarsi delaminazioni e superfici di taglio ruvide.
2.2 Quando si tagliano lastre spesse di acciaio inossidabile, si incontrano tagli incompleti. La sezione di taglio non raggiunge il fondo della lastra.
2.3 Incontrando la delaminazione durante il taglio di lastre spesse di acciaio inossidabile, l'aggiustamento della pressione dell'aria e delle quantità di sfocatura positiva/negativa non porta a un miglioramento significativo del risultato.
Yupec Laser Germany GmbH
Itterpark 2, 40724 Hilden
Germania
Iscriviti alla nostra newsletter
© Copyright 2026 by YUPEC
Lascia i tuoi dettagli per essere contattato da uno dei nostri specialisti
Qualsiasi domanda?
I nostri esperti ti aiuteranno rapidamente.