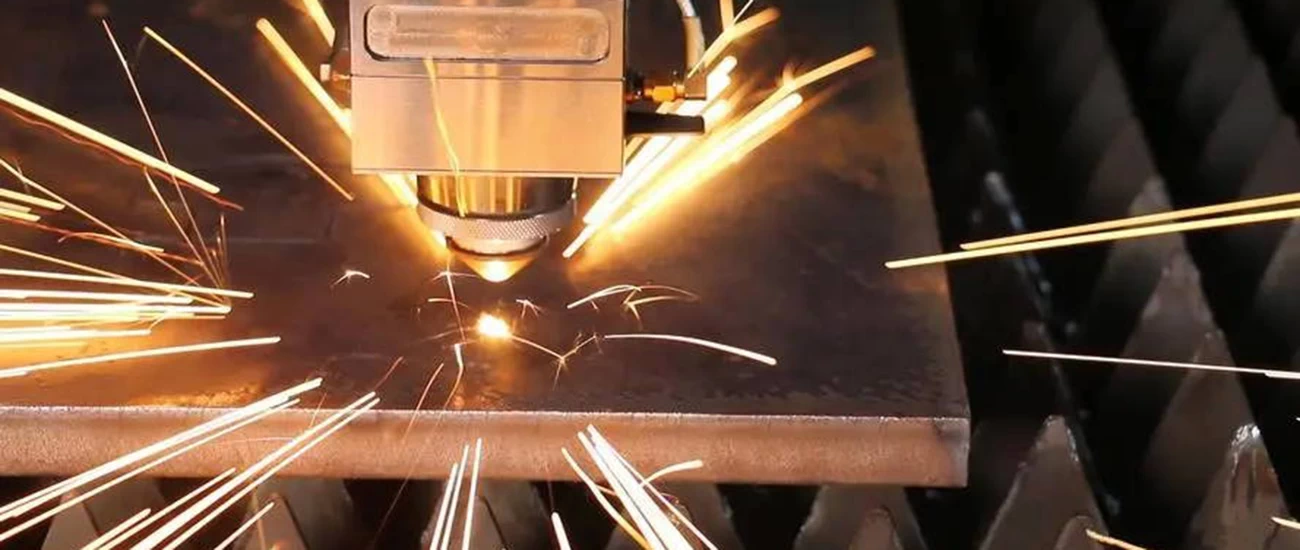







High-power laser cutting is a cutting-edge manufacturing process that utilizes a high-energy density laser beam to precisely and efficiently cut through various materials. Unlike traditional cutting methods that may involve physical contact with the material or mechanical tools, high-power laser cutting employs a focused laser beam to generate intense heat at the cutting point, effectively vaporizing, melting, or ablating the material.
The focused laser beam enables extremely precise and clean cuts, resulting in high-quality finished products with minimal distortion, burrs, or rough edges. This makes high-power laser cutting ideal for applications where precision and finish are paramount.
High-power laser cutting machine offers rapid cutting speeds and high processing efficiency compared to conventional cutting equipment. The concentrated energy of the laser beam allows for swift material removal, making it a cost-effective solution for industrial manufacturing processes.
Unlike mechanical cutting methods which involve physical contact between cutting tools and the material, high-power laser cutting is a non-contact process. This eliminates the risk of tool wear, contamination, or damage to delicate materials, and allows for cutting intricate shapes without the need for additional tooling.
High-power laser cutting is versatile and can be applied to a wide range of metals, such as steel, aluminum, and titanium, copper, and more. This versatility makes it a preferred choice across industries spanning automotive, aerospace, electronics, medical devices, and beyond.
Overall, high-power laser cutting technology represents a cutting-edge solution for precision manufacturing, offering superior cutting quality, efficiency, versatility, and adaptability across a wide range of industries and applications.
In general, important process parameters that affect the quality of the cutting quality include cutting speed, laser power, auxiliary gas, focus position, laser nozzles, and material properties. It can be seen that there are many factors affecting the laser cutting process. If the control is improper or the parameters are not accurate, the cutting precision and cutting quality will have a great impact.
Let’s take a look at the common cutting defects and solutions in daily processing.
1.1 The striping on the upper layer and the drag lines on the lower layer of the sheet metal are both excessively rough.
1.2 The upper layer of the sheet metal shows slightly rough striping, with minor or deeper serrations, while the lower layer exhibits better drag lines.
1.3 The upper layer of the sheet metal section shows good striping, but there is slag hanging at the bottom, which affects the section’s quality.
2.1 When cutting thin stainless steel sheets, delamination and rough cutting surfaces may occur
2.2 When cutting thick stainless steel plates, encountering incomplete cuts. The cutting section does not reach the bottom of the plate.
2.3 Encountering delamination during the cutting of thick stainless steel plates, adjusting the air pressure and positive / negative focus amounts does not yield significant improvement in the outcome.
Yupec Laser Germany GmbH
Itterpark 2, 40724 Hilden
Germany
Subscribe for our newsletter
© Copyright 2026 by YUPEC
Leave your details to be contacted by one of our specialists
Any questions?
Our experts will help you quickly.