Laser welding is a welding method with high energy density, commonly used for high-precision, high-quality welding. However, pores may be generated during the laser welding process, affecting the quality of the weld. Here are some methods to solve the issue of pores when using a laser welding machine:

Pre-weld Surface Treatment
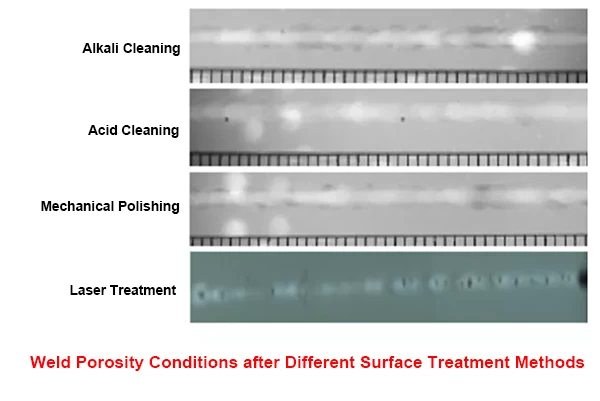 Suppress welding pores by adopting pre-weld surface treatment. Pre-weld surface treatment is an effective method to control metallurgical pores in aluminum alloy laser welds. Common surface treatment methods include physical-mechanical cleaning and chemical cleaning. After comparison, the best results are achieved by using a chemical method to treat the surface of the test piece (metal cleaning agent cleaning – water washing – alkali washing – water washing – acid washing – water washing – drying). Alkali washing uses a 25% NaOH (sodium hydroxide) water solution to remove the thickness of the material’s surface, and acid washing uses a 20% HNO3 (nitric acid) + 2% HF (hydrofluoric acid) water solution to neutralize the residual alkali. After pre-weld treatment, it is recommended to wipe the test piece with anhydrous alcohol if it stays assembled for an extended period.
Suppress welding pores by adopting pre-weld surface treatment. Pre-weld surface treatment is an effective method to control metallurgical pores in aluminum alloy laser welds. Common surface treatment methods include physical-mechanical cleaning and chemical cleaning. After comparison, the best results are achieved by using a chemical method to treat the surface of the test piece (metal cleaning agent cleaning – water washing – alkali washing – water washing – acid washing – water washing – drying). Alkali washing uses a 25% NaOH (sodium hydroxide) water solution to remove the thickness of the material’s surface, and acid washing uses a 20% HNO3 (nitric acid) + 2% HF (hydrofluoric acid) water solution to neutralize the residual alkali. After pre-weld treatment, it is recommended to wipe the test piece with anhydrous alcohol if it stays assembled for an extended period.
Additionally, using a surface cleanliness meter, expressed in RFU units, can quickly detect, quantify, and record cleanliness-related data for components. Based on this data, it is possible to avoid the impact of subjective judgment and more effectively review production steps and cleaning procedures, thereby optimizing the cleaning process, maximizing work efficiency, reducing rework rates, and lowering production costs.
Control of Welding Process Parameters
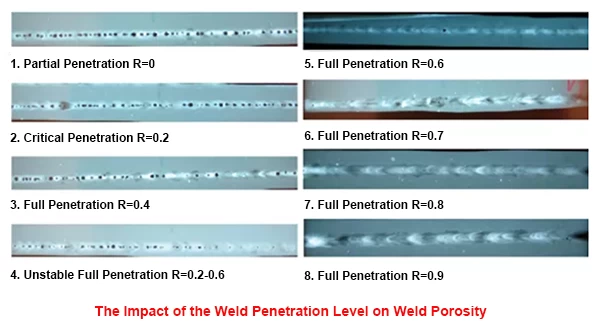
The formation of weld pores is related to the quality of the weldment surface treatment and welding process parameters. The influence of welding parameters on weld pore formation is mainly reflected in the fusion penetration of the weld, that is, the influence of the back width ratio of the weld on the pore. Test results show that when the back width ratio R > 0.6, it can effectively improve the concentrated distribution of chain-like pores in the weld; when the back width ratio R > 0.8, it can effectively improve the presence of large pores in the weld and largely eliminate the residual pores in the weld.
The laser power and welding speed significantly affect the formation of pores. A study on the relationship between the number of pores and laser power indicates that as laser power increases, the number of pores also increases. It is speculated that the increase in power heats the melted metal to a very high temperature, generating metal vapor, making the liquid metal in the molten pool unstable and turbulent. By reducing laser power and increasing welding speed, it is possible to reduce the formation of metal vapor, thereby suppressing pore formation.
It is better to conduct systematic welding parameter optimization experiments to find the best combination of laser power, speed, pulse frequency, and other parameters. Using a closed-loop feedback system, it is possible to automatically adjust based on real-time monitoring of the weld conditions, improving welding consistency and quality.
Correct Selection of Shielding Gas
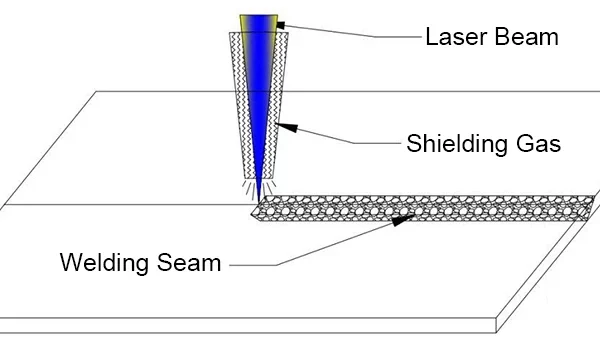
As shown in the figure above, shielding gases such as Ar (argon) and He (helium) are used to protect the surface of the weld. In the laser welding of aluminum alloys, Ar and He have different ionization degrees when exposed to lasers, resulting in different weld formations. The results show that using Ar as the shielding gas results in an overall lower porosity of the weld compared to using He as the shielding gas.
It is also essential to note that too low gas flow (<10 L/min) can lead to the production of a large amount of plasma that cannot be blown away, destabilizing the welding pool, and increasing the probability of pore formation. Moderate gas flow (around 15 L/min) effectively controls the plasma, and the shielding gas plays a good role in preventing oxidation, resulting in the least porosity. Excessive gas flow, accompanied by excessive gas pressure, introduces some shielding gas into the molten pool, increasing the porosity rate.
Therefore, the choice of shielding gas directly affects the quality, efficiency, and cost of welding. In laser welding, correctly introducing shielding gas can effectively reduce weld porosity. Due to the influence of material properties, it is not possible to completely avoid the phenomenon of welds without pores during welding, only to reduce the pore rate. Typically, aluminum uses argon to reduce the porosity rate, while stainless steel uses nitrogen to reduce the porosity rate.
Adopting Beam Swing Method

By introducing a swing during welding, the reciprocating swing of the beam stream causes some welds to undergo repeated remelting, extending the time the weld pool stays in a liquid state. Simultaneously, the deflection of the beam stream increases the input heat per unit area, reducing the depth-to-width ratio of the weld, facilitating the escape of bubbles, thereby eliminating pores. On the other hand, the swing of the beam stream causes the small hole to swing along with it, providing a stirring force to the weld pool. This increases the convection and stirring of the weld pool, beneficial for eliminating pores.
Preheating and Post-heat Treatment

For sensitive workpieces or welding materials, consider preheating before welding to reduce moisture in the material. Additionally, post-heat treatment may help reduce the size and quantity of pores.
- Preheating Parameter Control:
In the preheating stage, ensure the use of the appropriate temperature and holding time to avoid thermal stress and uneven preheating effects. Use auxiliary heating equipment to ensure that the entire welding area receives uniform preheating.
- Post-heat Treatment Optimization:
For different materials and welding conditions, optimize the temperature, time, and other parameters of post-heat treatment to minimize the size and quantity of pores.
Monitoring and Control
Implement advanced real-time monitoring systems, including high-speed cameras, sensors, and data acquisition systems, to monitor any anomalies during the welding process. Combined with an intelligent control system, identify and correct potential issues promptly, thereby improving welding consistency and stability.
- High-resolution Monitoring:
Use high-resolution monitoring systems such as high-speed cameras and laser scattering systems to monitor subtle changes during the welding process. This helps detect potential problems promptly and take measures to prevent pore formation.
- Machine Learning Control:
Combine machine learning algorithms to analyze and model real-time monitoring data, allowing the system to learn and predict trends in pore formation. Through an intelligent control system, achieve more precise control of pore formation.